コラム
Column
治具とは?試験体と試験機をつなぐ重要な「架け橋」
目次
正確な振動試験を得るための治具設計のポイント|材質比較から共振対策まで解説
はじめに:いくら高性能な加振機を使っても、治具がダメならデータは狂う
「振動試験を行ったら、想定外の場所で治具が共振してしまい正しいデータが取れなかった」
「供試品(ワーク)に対して、加振機のパワーが足りないと言われたが、実は治具が重すぎるのが原因だった」
「複雑な形状の製品を、どうやって振動台に強固に固定すればいいか分からない」
製品の耐久性や安全性を裏付けるために不可欠な振動試験において、評価担当者を悩ませるのが「試験用治具(ジグ)の設計」です。いくら数千万円する高性能な加振機を使用しても、製品と振動台を繋ぐ治具の設計が不適切であれば、正確な試験データは絶対に得られません。
最悪の場合、試験中に治具そのものが破損したり、製品に異常な負荷(過大入力)がかかって壊れてしまうリスクもあります。本コラムでは、正確な試験評価を得るために絶対に抑えるべき治具設計のポイントや材質の選び方を、試験のプロの視点から徹底解説します。
振動試験における「治具」のきわめて重要な役割とは?
振動試験における治具とは、加振機の「振動台(テーブル)」と、試験をしたい「製品(供試品)」を確実に固定するための仲介役です。その主な役割は以下の3つに集約されます。
- 振動エネルギーを正確に伝える: 加振機が発生させた振動(G値や周波数)を、歪めることなく製品に100%ダイレクトに伝える役割。
- 多方向(X・Y・Z軸)の試験を可能にする: 製品の取り付け角度を変えることで、上下・左右・前後といった3次元の振動評価を正確に行えるようにする役割。
- 試験中の脱落やバタつきを防ぐ: 数十Gに達する過酷な振動負荷がかかっても、製品が緩んだりズレたりしないよう強固にホールドする役割。
つまり、治具の出来栄えが「試験そのものの信頼性」を左右すると言っても過言ではありません。
理想の治具設計における「3つの必須条件」
では、信頼性の高いデータを取るためには、どのような治具を設計すれば良いのでしょうか。満たすべき条件は大きく分けて3つあります。
①「軽量化」と「高剛性」の究極の両立
治具は「頑丈であれば良い」というわけではありません。頑丈にしようとして鉄の塊のような重い治具を作ってしまうと、加振機の最大搭載重量(最大能力)をオーバーしてしまい、肝心の試験条件までパワーを上げられなくなります。「極限まで軽く、かつ振動に負けない高い剛性(硬さ)を持つ」というバランスの追求が、設計の第一歩です。
②「共振周波数」のコントロール(高共振化)
ここが最もテクニカルなポイントです。治具自体が、試験を行う周波数領域の範囲内で「共振(大きく揺れる現象)」を起こしてしまうと、製品に想定以上の凄まじい振動が加わり、試験が強制終了したりデータが壊れたりします。そのため、治具の固有振動数を計算し、試験で使用する周波数よりも遥かに高い位置に共振点を持っていく(ハイノッチ化する)設計が求められます。
③ 供試品への「正確な振動伝達」と重心位置の最適化
加振機ヘッドの真上に製品の「重心」が来るように設計しないと、振動させたときに横揺れ(クロストーク)や回転運動が発生し、製品に不均一な力が加わってしまいます。製品全体の形状と重さを考慮し、常に振動台の中心で負荷を受け止められるレイアウト設計が必要です。
治具の材質選びと特徴(アルミ・マグネシウム・鋼鉄の比較)
軽量化と高剛性を両立させるためには、「どの素材で治具を作るか」という材料選定が命運を分けます。一般的に使用される3つの材質の特徴をまとめました。
| 材質 | メリット(選ぶ理由) | デメリット・注意点 |
|---|---|---|
| アルミニウム合金(A5052/A7075など) | 鉄の約3分の1の軽さ。加工性が極めて良く、最もコストパフォーマンスとバランスに優れる王道の材質。 | 鋼鉄に比べるとヤング率(剛性)が低いため、厚みを持たせるなどの形状工夫(肉盗み加工)が必要。 |
| マグネシウム合金 | 実用金属の中で最軽量(アルミの約3分の2)。振動を吸収する「防振性(減衰能)」が抜群に高く、共振を最も抑えられる。 | 材料コストが非常に高く、溶接や加工に特殊な技術が必要なため、製作費用が高額になりやすい。 |
| 鋼鉄(SS400/S45Cなど) | 圧倒的な剛性と強度を持ち、材料費も安い。大型で非常に重い製品をガッチリ固定したい場合に重宝する。 | とにかく「非常に重い」。加振機の最大励振力を圧迫するため、高周波・高加速の試験には向かない。 |
基本的にはアルミニウムをベースに設計し、リブ(補強板)を入れたり内部をくり抜く「肉抜き」を施すことで、軽さと強さを両立させるのが現場の定石です。
現場でよくある治具設計の「失敗例」と対策
失敗例①:ボルトの締結数が足りず、高周波でネジが緩む
【対策】 振動試験の負荷は想像以上です。ボルトの太さ(M8やM10など)だけでなく、ピッチ(間隔)を細かく配置し、均等なトルクで締め付けられる締結構造に設計する必要があります。
失敗例②:治具の板厚が薄すぎて、太鼓のようにペラペラ振動する
【対策】 板の面が広いと、そこが「膜振動」を起こして共振の原因になります。板厚を十分にとるか、L字や箱型の立体構造(ボックス構造)にして、面全体の剛性を高めるのが鉄則です。
お客様の負担を軽減する、エボルテックの充実した「保有治具・設備」
「試験をしたいけれど、自社で専用の治具をいちから設計・製作する予算も時間もない」とお悩みではありませんか?
エボルテックでは、お客様がわざわざ高額な専用治具をご用意いただかなくても、すぐに高度な試験が開始できるよう、振動試験機メーカー製の高性能な標準治具や補助テーブルを豊富に保有しています。
製品の形状や試験条件に合わせた最適な治具の選定・セッティングは当社の熟練エンジニアが行いますので、試験準備にかかるコストと期間を大幅に削減可能です。
以下は、当社が保有・運用している代表的な治具・設備環境です。

▲ 加振機の能力を最大限に引き出し、大型の供試品にも柔軟に対応する垂直補助テーブル(VT-060-36-N-Z)

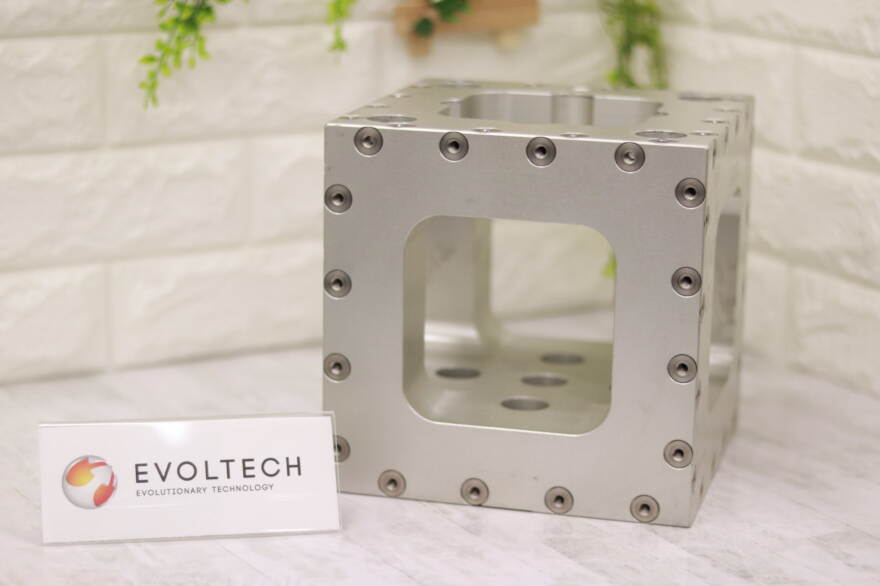
▲ 供試品の重心バランスを最適に保ち、横揺れ(クロストーク)を徹底的に排除して正確なデータを算出する電子部品用CUBE型治具(JSA-150-36)(JSA-200-36)
特殊な形状・条件にも対応!エボルテックの「オーダーメイド治具設計・製作」
一方で、「標準的な治具ではどうしても固定できない特殊な形状の製品」や、「規格で厳格に指定された独自の取り付け方法が必要な試験」も存在します。そうしたケースにおいても、エボルテックなら対応可能です。
当社では、経験豊富な試験エンジニアが御社の製品専用のカスタム治具をいちから設計・製作する受託体制を整えています。
外部の治具製作会社に別途依頼する場合、試験条件や加振機の特性(重量制限や共振特性など)を理解していないために「重すぎて使えない治具」が出来上がってしまうトラブルが少なくありません。
試験のプロである当社が設計から製作、そして実際の試験までをワンストップで行うことで、「軽さ」「剛性」「共振対策」のすべてをクリアした理想の専用治具をスピーディーにご用意いたします。
まとめ & お問い合わせ
正確な振動試験をクリアし、市場での製品トラブルをゼロにするためには、高精度な加振機と同じくらい「完璧な治具」の存在が不可欠です。
治具の設計から試験の実施まで、“すべてお任せ”ください
当社では、試験の計画から実施、分析、そして今回のテーマである「最適な専用治具の設計・製作」までを包括してご依頼いただける、完全依頼型受託サービス「Evoltech Service Package」を展開しております。
「この製品を試験したいが、どんな治具が必要か分からない」という段階からのご相談も大歓迎です。経験豊富なエンジニアが、御社の製品特性に合わせた理想の試験環境をご提案いたします。
また、当社は国際的な認定機関であるPJLAより試験所認定(ISO/IEC 17025)を取得しており、治具の選定からデータの算出まで、国際基準の厳格な品質管理体制のもとで確実なデータをご提供することをお約束いたします。